
The cutting speed, vc, strongly affects the tool life. Adjust vc for best saving vc.
(Y tool life)

The fn shift has less of an effect on tool life than vc.
(Y tool life)
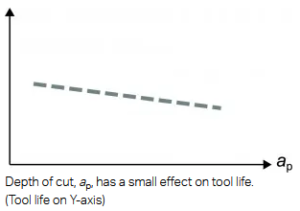
The depth of cut, ap, has little effect on tool life.
(Y tool life)

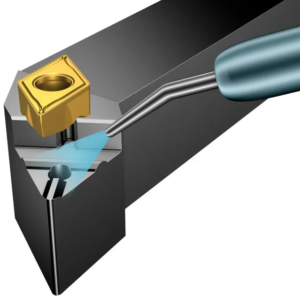
Make sure that no dust or shavings are formed on the cartridge during processing. If necessary, insert a seat with compressed air. If drill rods with cutting heads are used, it is also important to check and clean the coupling between the head and the rod when replacing the cutting head.


Always use a torque wrench to tighten the screws correctly. Use sufficient lubrication of the screw to prevent the screw from getting stuck. The lubricant must be applied to both the screw threads and the surface of the screw head. Replace worn or damaged screws.

Source: Sandvik Coromant