DRILLING HOLES
Drilling is often carried out late in the production process, with previous processes already increasing the value of the initial component. A drilling rig, although seemingly simple, is a complex operation that can have significant consequences if the tool does not work properly or if its capacity exceeds its capacity.

Initial considerations when drilling
1. Hole
The three most basic aspects of drilling are:
- Hole diameter
- Hole depth
- Hole quality
The type of hole and the required accuracy influence the choice of tool. Drilling can be affected by irregular or angular inlet / outlet surfaces and transverse holes.
Types of holes
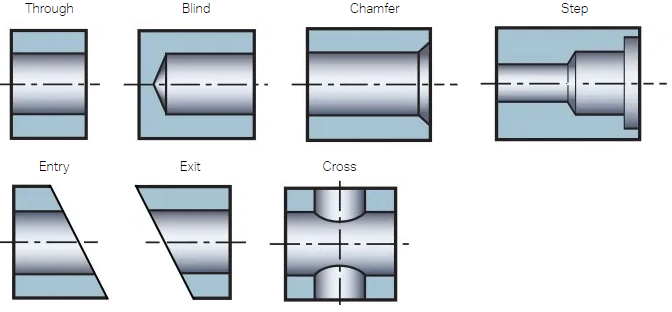

- 1. Holes with clearance for screws
- 2. Threaded holes
- 3. Countersunk holes
- 4. Holes that fit well
- 5. Holes for pipes (heat exchangers)
- 6. Holes that form channels
- 7. Balancing weight removal holes
- 8. Deep hole / coolant
2. Component
After analyzing the required hole, look at the workpiece material, the shape, and the amount of component.
Workpiece material
- • Does the material have good chip breaking properties? Long or short shredded material?
- • Workability?
- • Hardness of the material?
- • Alloy elements?
Component shape
- • Is the rotation of the component symmetrical around the hole, ie. Can the hole be machined with a rotating drill?
- • Is the component stable or are there thin parts that can cause vibration?
- • Can the component be secured in place? What stability issues need to be considered?
- • Is a tool extension required? Should long overhangs of tools be used?
Quantity
The size of the batch affects which drill to use.
- • Large batch size - use an optimized drill bit, custom drill bit.
- • Small batch - use drills optimized for versatility.
3. Machine

It is important to know how to perform safe and productive drilling in the machine. The machine influences the choice:
- • Type of operation
- • What type of tool holders and / or screws to use
Always consider the following:
- Stability of the machine in general and the spindle in particular
- Is the spindle speed (rpm) enough for small diameters?
- Coolant supply. Is the coolant volume sufficient for large diameter drills?
- Is the coolant pressure sufficient for small diameter drills?
- Workpiece clamping. Is it stable enough?
- Horizontal or vertical spindle? The horizontal spindle allows for better chip removal.
- Power and torque. Is the power sufficient for large diameters? Otherwise, can a drill be used or spiral interpolation with a milling tool instead?
- Is tool space limited? Then a stepped drill may be a suitable solution.
4. Hold the tool
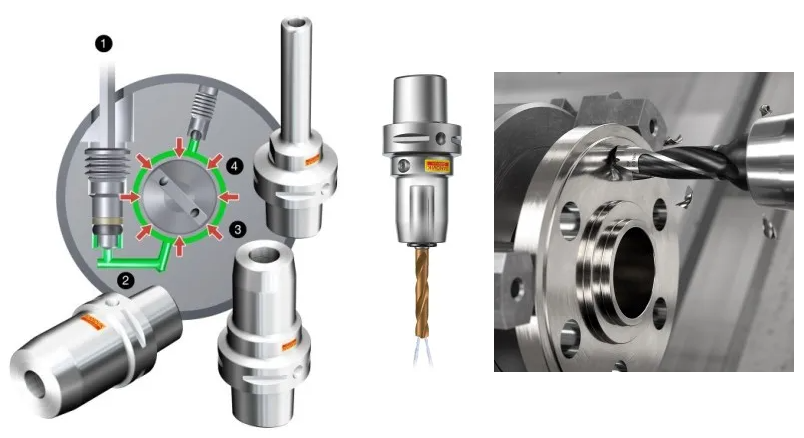
Productivity is affected not only by quality and geometry, but also by tool holding and the ability to clamp safely and accurately. Always use the shortest possible drill bit and overhang.
Consider a modular tool system designed for all metal cutting processes, including all hole making methods. With such a system, the same cutting tools and adapters can be used in different applications and machines. This allows standardization using a single tool system for the entire engine room.
Tool wear
Minimal tool leakage is essential for successful drilling of holes. Leakage should not exceed 20 microns. The settlement must be parallel for:
- Close the tolerance and straight the holes
- Good surface treatment
- Long and consistent tool life

Are you interested in turning services?
See our offer:
For all questions we are at your disposal: